Pointes de Test ICT/ FCT
Les tests In-Circuit et fonctionnels des PCB utilisent principalement des pointes de 50, 75 et 100 mil. Il est crucial d'avoir des contacts fiables, une longue durée de vie et un choix varié de pointes et de ressorts. Des réceptacles compatibles avec tous les types de connexion courants sont généralement disponibles. Ces solutions permettent aussi de tester des cartes contaminées, oxydées ou recouvertes d'OSP.
Méthodologie
 1
1
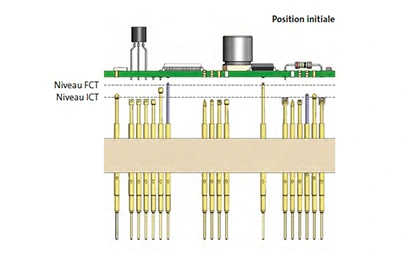
Position initiale
Couramment, les tests ICT et les tests fonctionnels FCT sont effectués en deux étapes sur le même banc.
La différence de hauteur entre les composants d'un circuit imprimé et les pads de soudure est compensée par des pointes à différente longueur(Longueur standard ou en version longue)
 2
2
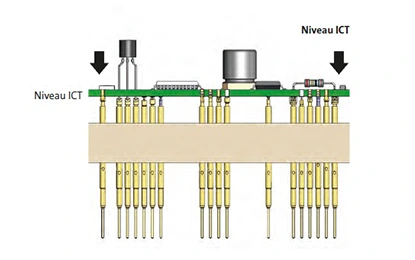
Test ICT
D'abord a lieu le test ICT. Pendant celui-ci, le circuit imprimé est conduit soit mécaniquement, soit par aspiration sous vide vers les pointes de test. Toutes les pointes montées contactent à la fois le composant.
 3
3
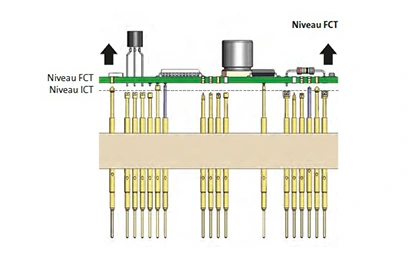
Test FCT
Dans le cadre du test fonctionnel FCT qui intervient juste après, ce sont seulement les pointes de longue course qui contactent tandis que les pointes plus courtes destinées au test ICT restent immobiles.
Situations de contact difficile
Étains et revêtements sans plomb (LEAD FREE)
Le remplacement de l'étain contenant du plomb par l'étain sans plomb a suscité de la surprise dans l'industrie électronique. Outre le gravissime inconvénient de cette nouvelle qualité d'étain, dont le point de fusion va jusqu'à environ 10-30K, sa forte agressivité sur des matières métalliques est remarquable. L'adaptation des paramètres de soudure aux conditions de process et de test des étains sans plomb conduit bien souvent à la dégradation des outils ou équipements de test qui en sont en contact direct.
Par ailleurs, les étains et revêtements sans plomb ont un champs d'application moins universel et entrainent souvent des problèmes techniques comme la fragilisation et la formation de whiskers. Les circuits imprimés fortement souillés ou oxydés sont une autre difficulté qui se pose dans le cadre du contact.
FEINMETALL propose une très grande variété de pointes de test spécialement développées pour faire face à ces difficultés
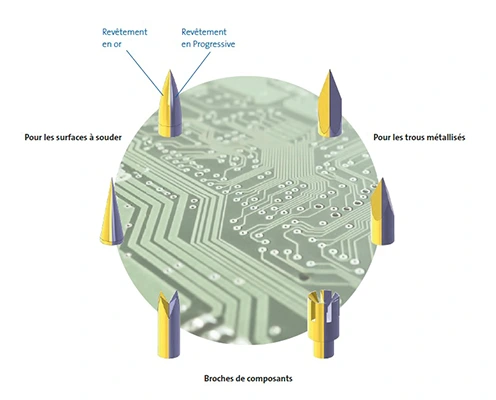
Surfaces à souder ou œillets soudure (Pads)
Le cuivre-béryllium présente à la fois d'excellentes qualités mécaniques et une haute conductivité électrique. Il est utilisé comme matériau de fabrication des pistons ou comme élément de contact dans plusieurs produits, en particulier dans les produits standard et à fort courant. Il peut également servir à produire des ressorts.
Broches de composants (Pins) montés selon la technologie THT
L'acier est clairement plus dur que le cuivre-béryllium (CuBe) et est utilisé pour fabriquer les pistons ayant des têtes agressives ou pour les applications exigeant une endurance particulièrement longue.
Trou métallisé (Vias)
Le maillechort se distingue par sa forte résistance à la corrosion et sa très bonne usinabilité. Le corps des pointes et les réceptacles à base de maillechort peuvent être fabriqués par emboutissage.
Couches OSP
Une couche OSP est une solution organique basée sur la substitution de l'imidazole. Elle est transparente, d'une épaisseur maximale de 0,2 à 0,6μm et est, d'un point de vue optique, à peine visible sur le cuivre comme le vernis clair. L'OSP est clairement plus dur que les surfaces ordinaires d'étain ou d'autres substances pour la finition de surface. C'est pourquoi, surtout les formes de tête 32, 33, 38 et 43 se sont avérées trèsefficaces pour contacter les circuits imprimés revêtues d'OSP. Grâce à leur agressivité en combinaison avec une précharge élevée, cesvariantes pénètrent fiablement les surfaces dures et assurent un bon contact, tout en garantissant des cycles élevés de contact.
Broches tordues
Le montage traversant se caractérise par le fait que les composants comportent des broches servant pour les connexions (En anglais: Pins). Lesbroches sont insérées dans les trous d'un circuit imprimé et ensuite reliées aux pistes conductrices par la soudure. Pendant ce procédé, les broches peuvent être mécaniquement endommagées et souillées. Lorsque des broches sont légèrement tordues, les formes de tête 05 ou 55 avec auto-centrage peuvent généralement assurer un bon contact. Si les broches sont souillées, en fonction du degré de souillure, l'on utilise par exemple les formes de tête 06, 14, 55 ou 63.
Les vias vides, partiellement ou complètement bouchés
Pour contacter les trous métallisés (Vias), l'on utilise généralement des embouts pointus ou à plusieurs angles comme les têtes 15, 33et 62, car elles se recentrent quand les trous se débouchent et assurent ainsi un bon contact. Lorsque les vias sont partiellement oucomplètement bouchés, ces formes de tête se posent par contre sur les matières non conductrices ou les vernis. C'est pourquoi, il convient d'utiliser des pointes ayant des angles plats telles que les formes de tête 38, 43 et 53. Celles-ci contactent directement les contours des vias sans se limiter à l'élément bouchant le trou.
Impuretés et souillures
Généralement, les impuretés proviennent des vernis et matières plastiques ayant une adhérence insuffisante ou se produisent au contact d'autres souillures de tout genre telles que la poussière et les dépôts de fines particules. Les souillures sur les surfaces peuventapparaitre pendant la production ou en-dehors. Elles se présentent par exemple sous forme de flux de brasage, de pâtes à souder etrésidus de colle. Par ailleurs, après la fabrication de la surface, il peut y rester des taches de graisse, d'empreintes digitales, d'huile, defilms lubrifiants ou des particules de poussière en raison d'une manipulation inappropriée. En outre, selon le temps de stockage des circuits imprimés, il peut se former une forte oxydation sur les pistes de cuivre. Les pointes de la Série Progressive se sont révélées efficaces pour contacter ces types de surface.
Conditions difficiles, solution intelligente

Aggressivité de la pointe de la sonde
Pénétration optimale des contaminations et des couches d'oxyde
Pour pénétrer de manière fiable les fortes contaminations et les couches visqueuses, une sonde de contact doit avoir une pointe très agressive. Ainsi, le choix du style de la pointe est essentiel. FEINMETALL propose une variété de styles de pointe agressifs pour les applications avec des conditions de contact difficiles.
Précharge plus élevée
Caractéristique de force optimisée lors du contact
Grâce à une précharge accrue du ressort, une force de ressort plus élevée est réalisée immédiatement lors du contact avec l'élément à tester, tandis que la force nominale du ressort à la course nominale reste inchangée. Ainsi, la charge globale sur l'élément de test ne change pas, mais les contaminations sont pénétrées plus efficacement.
Revêtement fonctionnel
Réduction de la contamination des sondes de contact
Le revêtement spécial unique de la série Progressive des pointes a une sensibilité à la contamination considérablement plus faible par rapport aux plaquages dorés conventionnels. En même temps, la dureté est trois fois plus élevée. Cela se traduit par une durée de vie des sondes significativement plus longue même avec des surfaces de contact fortement contaminées.
Pointes métriques
Les pointes de test métriques (norme métrique) complètent les pointes de test classiques ICT/FCT, qui sont fabriquées selon la norme mil. Elles se distinguent par leur stabilité et leur robustesse, et possèdent toutes un col prononcé.
Pointes avec capuchon isolant
Les pointes de test avec capuchon isolant sont utilisées pour la détection de défauts sur les pattes de composants. Elles permettent de détecter des défauts tels que des composants manquants ou des broches de composants trop courtes ou pliées.



